


四川羅茨鼓風機L83WDA修改換軸承_羅茨風機
四川羅茨鼓風機L83WDA修改換軸承:羅茨風機軸承的拆卸
羅茨風機軸承的拆卸,一般是從拆卸軸承座開始的。軸承座法蘭上通常留有2-4個拆卸時使用的工藝螺孔。拆卸時,先拆去軸承座與墻板間的聯接螺栓,然后往工藝螺孔中旋入螺釘,就可以將軸承座從墻板結合面上頂開。在軸承座的拖動下,軸承外圈向外移動,隨軸承座一道被拆卸下來。軸承內圈是否隨外圈一起移動、也被拆卸,則與軸承的結構型式有關。
齒輪與聯軸器和皮帶輪的拆卸方法基本相同。拆卸順序是先拆圓螺母和止退墊圈等緊固件,然后拔齒輪。拔齒輪時,為阻止齒輪隨絲桿一起轉動,可在同步齒輪齒合處塞上一團布條或棉紗。同時,以免齒輪從軸上跌落下來,拔輪時可讓圓螺母留在軸上。

四川羅茨鼓風機L83WDA修改換軸承:羅茨風機齒輪拆裝教程!技術篇!
羅茨風機齒輪的拆裝是個技術活,今天錦工風機小編在網上看到一篇文章,自己想要拆修羅茨風機,但是齒輪不知道怎么拆下來,下面小編就簡單的來說一下,如何拆裝齒輪!
1、拆裝羅茨風機齒輪前言篇
首先我們需要了解羅茨風機齒輪的配合形式,如:錐度配合、過盈配合、錐度過盈配合,針對過盈配合的齒輪,需要通過拉拔器進行拆卸,而如何是通過液壓裝配的,則需要通過液壓來拆卸。在拆羅茨風機齒輪時,我們需要進行觀察,切忌霸王硬上弓,硬卸!會對軸和齒輪都會產生損壞。
2、羅茨風機齒輪打壓油泵拆卸
小編先上圖片,這個圖片就是上面的羅茨風機齒輪,拆卸的方式是手動打壓油泵,然后拆卸下齒輪。
一般不具備專業的知識和工具,請不要自行拆卸羅茨風機齒輪。手動打壓油泵的方式如下圖:
3、錐度配合齒輪拆卸
上一動態圖,清晰直白!
上面的動圖展示的是錐度配合的齒輪,通過拉拔器進行拆卸。
4、另附
①不具備專業工具請不要自行拆卸;
②拆卸羅茨風機齒輪注意安全;
③做好標記;
④注意間隙調整;
⑤在不能維修的情況下,請聯系專業廠家進行拆卸。
小結:沒有專業經驗的人員,很難對羅茨風機齒輪進行拆卸,如果您的羅茨風機出現了問題,請聯系廠家進行維修,如果您有羅茨風機的采購問題,可以聯系我們的官方客服熱線
文章
>>羅茨鼓風機電機燒壞的6個原因 總結篇!
>>鑄鐵三葉羅茨風機廠家直銷不得錯過的采購必備知識
>>【看圖說話】為您展示錦工羅茨風機在行業中的標桿力量
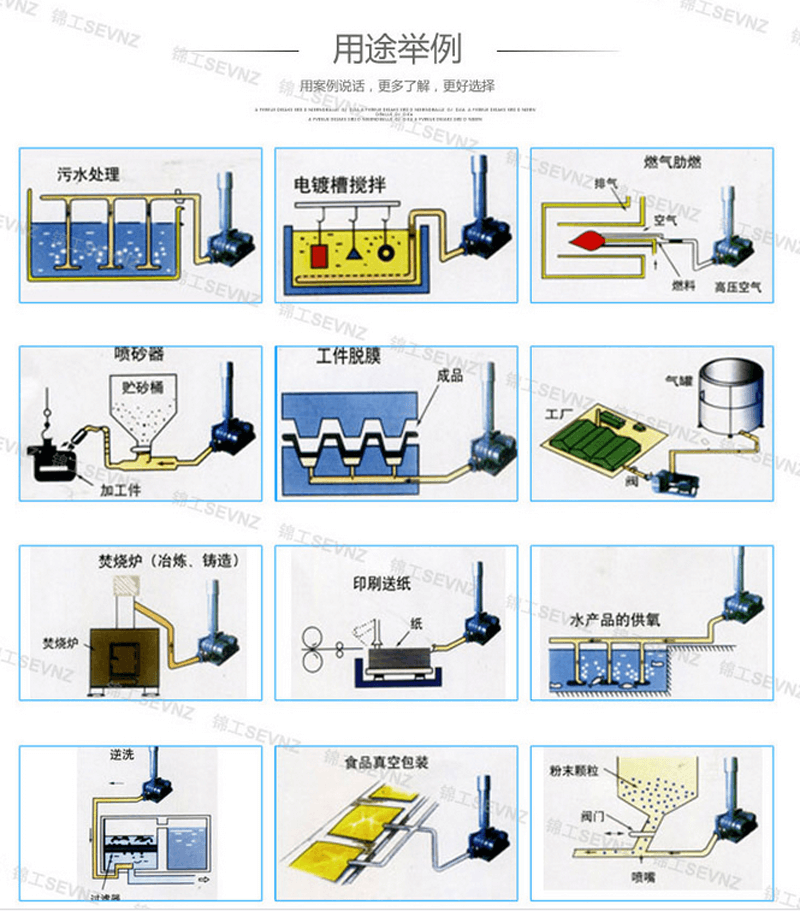
>>污水曝氣風機的真實使用案例,幫你做出正確選擇
>>修理羅茨鼓風機時如何通過檢測來排除故障?
>>污水處理設備羅茨風機客戶疑問總結篇!
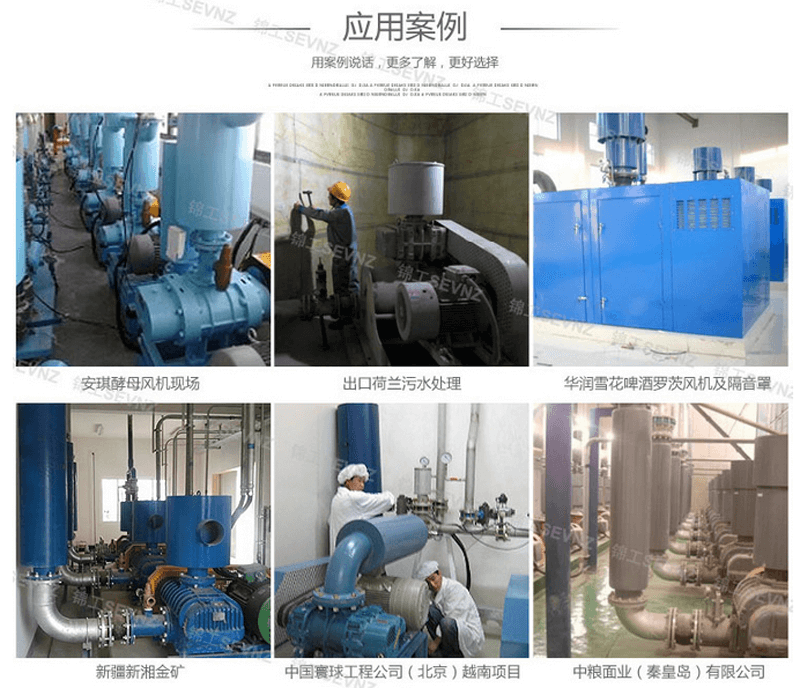
>>西昌西溪集團客戶使用污水處理羅茨風機現場
四川羅茨鼓風機L83WDA修改換軸承:羅茨鼓風機的軸承拆除方法和更換油封的方法
原標題:羅茨鼓風機的軸承拆除方法和更換油封的方法
錦工機械給大家介紹一下羅茨鼓風機的軸承拆除方法和更換油封的方法
羅茨鼓風機的軸承拆除方法:
1.敲擊法。是一種最簡單、最常見的軸承拆卸方法。借助錘擊的力量使相互配合的零件產生位移而相互脫離,實現拆卸。采用敲擊法拆卸軸承時,敲擊力不應施加在軸承的滾動體和保持架上,一般應施加在軸承內圈,這種拆卸方法簡單易行,但常會損壞零件,甚至達不到拆卸的目的。
2.拉出法。利用2爪或3爪拉馬等工具拆卸軸承,采用拉出法軸承受力均勻,拆卸力的大小和方向容易控制,適用于軸承與軸配合過盈量較大的情況。這種方法損壞零部件的概率較小。
3.推壓法。利用壓力機將軸承推出,優點是工作可靠,對機器和軸承的損傷小。拆卸時壓力機的著力點應保持在軸的中心,墊塊抵住軸承內圈。
4.熱拆法。用熱拆法拆卸軸承時,首先應將拉具安裝在準備拆卸的軸承上,并提供一定的預拉力。用高溫機油(100℃左右)反復淋澆在軸承上,軸承圈受熱膨脹后改變與軸的配合過盈量。如需拆卸軸承較少或沒有大量機油,可以采用噴槍烘烤的方式,但要注意軸承加熱時溫度不能太高且火焰不能對著軸,防止軸受熱后材料組織結構變化。
5.液壓法。適用于尺寸較大且配合很緊的軸承,使用液壓拆卸時軸上應有預制孔。液壓拆卸工具主要有液壓泵、液壓管、壓力表及接頭等,并需要配合拉馬使用。操作時壓力應緩慢升高,聽到軸承與軸分離的聲音后,使用拉馬等工具拆卸。如在打壓過程中壓力已升的很高,但始終沒有分離,應首先泄壓,避免壓力過高出現設備損壞、人員受傷等情況。
羅茨鼓風機更換油封的方法:
羅茨鼓風機的油封組通常由3~4個骨架油封組合而成,其中兩個油封背靠背地裝在與被輸氣體接觸的內側,另一個(或兩個)裝在外側。全部元件裝在一個密封座中,成為一個密封組,中間可注脂潤滑。骨架油封組屬于接觸型密封,容易造成軸(與油封唇口接觸部位)的磨損。但由于結構簡單,裝拆方便,成本低廉,密封效果比較好,以及對工作環境和維護保養要求不高,實際中一直具有較廣的應用。
請定時查看機油以及黃油,并及時補給,機油新風機運轉一周后應第一次替換新油,一個月后第2次替換新油,今后每半年替換一次,夏天降臨前必換(220#中負荷工業齒輪油)。黃油每兩周加一次(組成鋰基潤滑脂ZL-3H)。
一般羅茨鼓風機只要一個油封,安在孔蓋里。高壓氧化風機有6個油封。四個軸承各一個(相當于密封圈),壓蓋上兩個。三葉直聯氧化風機開機前:開機前留意油位,機油注入量請到達油窗指示紅點方位。
羅茨鼓風機的油封安裝方法:
1.如果羅茨鼓風機一個油封座里同時安裝有兩個油封時,不能將其疊在一起一次性壓入;應先把其中一個油封壓裝到指定位置,然后裝另一個油封;
2.油封安裝時,主要不要弄錯油封的安裝方向,應將油封工作面指向需要密封的一側;
3.當羅茨鼓風機油封安裝時,唇口通過鍵槽、螺紋及軸肩等刃口部位時,應使用金屬導套或薄綱片卷筒予以保護;
:
四川羅茨鼓風機L83WDA修改換軸承:羅茨鼓風機間隙調整技巧
原標題:羅茨鼓風機間隙調整技巧
山東錦工有限公司是一家專業生產羅茨鼓風機、羅茨真空泵、回轉風機等機械設備公司,位于有“鐵匠之鄉”之稱的山東省章丘市相公鎮,近年來,錦工致力于新產品的研發,新產品雙油箱羅茨風機、水冷羅茨風機、油驅羅茨風機、低噪音羅茨風機,贏得了市場好評和認可。
四川攀枝花循環流化床示范電站1×300MW機組,引進法國阿爾斯通公司的技術。于2005年12月30日并網發電。其中石灰石粉的輸送全靠4臺錦工JGR羅茨風機。
設備結構:
設備為三葉羅茨風機,工作風室與軸承座密封為碳精環密封。后端軸承為支推軸承承受轉子徑向力和軸向力。前端軸承為支撐軸承承受轉子徑向力。前端機蓋與軸采用骨架油封密封。尾端有一對斜齒輪作為同步齒輪。動力傳送方式為皮帶輪傳動。羅茨風機的徑向定位通過零件的制作來保證。軸向定位需要通過調整,而轉子軸向定位的調整好壞關系到整個風機運行好壞,所以至關重要。
1 軸向間隙作用
羅茨風機軸向定位的主要作用是:當風機在運行的時候,由于轉子發熱,軸系產生線膨脹和體膨脹。體膨脹的預留量通過徑向加工來保證,線膨脹的預留量則通過軸向定位來確定。軸向預留量太大,風機效率會變低;軸向預留量太小,風機機殼及軸承會發熱損壞。
一般來說軸向間隙不準會產生以下幾種故障:
為了更好的理解軸向定位的作用,以下對錯誤的定位會造成的問題做一個系統的分析:
1)軸承座端面磨損
軸承端面磨損原因主要是2種原因,一種是異物進入轉子與軸承座端面,這種情況發生幾率太小,這里不做分析。二種是軸向間隙不夠造成轉子在線膨脹時與軸承端面接觸磨損。我們知道任何物質的分子都在做無規則的熱運動,分子就有速度,有動能。微觀解釋氣體的壓強就是大量的分子對容器壁的撞擊,而溫度是大量分子的熱運動平均動能的度量。溫度越高,分子的熱運動平均動能就越大,分子的速度就大,我們知道,速度越大,撞擊越猛烈,也就是氣體的壓強越大。當風機產生壓力時,反之氣體會產生溫度。而溫度造成轉子伸長,如果間隙不夠會造成轉子與機殼件摩擦。
軸向間隙太小,造成端蓋與葉輪端面磨損
同時摩擦產生熱量,通過熱傳導會使軸承溫度增加,從而損壞軸承,還會損壞密封環。
2)風機效率降低
軸向間隙太大,會造成風機效率降低。羅茨鼓風機由于是容積式風機,它的風壓和系統有關系,而和其它關系不大。也就是說和出口管道特性有一定關系。而流量和風機轉速關系較大。但是如果軸向間隙調整偏大,會在葉輪端面和軸承座端面形成一個氣體通道。而氣體通道會使被升壓后的空氣通過它又回到風機的吸氣口,使風機不斷的做定量的無用功,使風機風量下降,效率降低。
3)風機振動
當間隙太小時,葉輪端面與軸承座端面摩擦。由于動靜部位之間摩擦,機組會產生強烈的振動。過大的振動極易造成動靜部分摩擦從而造成災難性的后果,摩擦發生在轉軸的密封環處,將會造成轉子的熱彎曲引起振動的進一步增加,形成惡性循環引起轉子的永久性彎曲。而振動與軸的彎曲會造成軸承損壞,齒輪損壞,葉輪損壞,乃至整個羅茨風機報廢。
2 調整技巧
2.1 定位原理
軸向間隙的定位主要是利用軸承的定位來確定軸向間隙。ROBOX羅茨風機的軸承定位方式是固定端—自由端式配置。羅茨風機尾端為固定端,前端為自由端,通過固定端,讓轉子在熱態情況下向自由端自由膨脹。
2.2 計算間隙
計算轉子在熱態情況下的線膨脹量:
C=1.2ΔTL/100
C為熱膨脹伸長量(mm);
ΔT為軸運行時最高溫度與環境溫度之差;L為軸的長度。
當計算出C值時,C值為軸的最大線膨脹量
2.3 間隙調整技巧
羅茨風機軸向間隙調整主要是以計算數據為參考,使用尾端定位軸承來調整整個間隙。
1)測量機殼的兩個端面之間的距離X;
2)測量轉子兩個端面之間的距離Y;
3)X—Y=&,其中&值為總間隙大小,&1+&2=&。如果&值小于C值,則在軸承座與機殼端面之間添加墊子調整;如果&值大于C值,則需要采用機械加工將機殼端面去材料處理。采取的標準是&值大于C值0.20mm。這0.20mm是補償安裝誤差采用的經驗值;
4)軸承內圈與軸肩接觸,軸承外圈與軸承座外圈定位環之間有間隙S。當外端蓋使用螺栓緊固時,軸承推動整個轉子向前端推動,&2值逐漸增大。所以在間隙S處添加墊片,使&1,&2值達到所要求的間隙。
5)在實際工作中,可以使用兩種方法來確定墊片厚度。一種是測量法,測量法主要使用深度游標卡尺,測量S值,然后S-&2=K。K就為墊片厚度。另一種方法為加試法,加試法采用假軸套,軸套的外徑比定位軸承外圈小1mm,內徑比軸大1mm。厚度為標準軸承厚度。每次在加墊片處試加墊片,然后將軸套按標準緊固,使用塞尺測量&2值,直道&2值達到標準值。
6)&1與&2之間的關系為2:1的關系。就是當&1為0.30mm時,&2值為0.15mm。這樣做的目的是增加轉子自由端膨脹間隙。
羅茨鼓風機軸向間隙定位在安裝過程中是羅茨風機檢修工作中的重點。它的安裝好壞關系到設備的穩定運行。而軸向間隙調整不準引起的羅茨風機損壞事件層出不窮。所以掌握羅茨風機軸向間隙調整的技巧至關重要。在轉動機械設備檢修中,一切應該以數據為唯一參照標準,任何以人為經驗判斷的錯誤方法應該摒棄。
:
山東金豐羅茨鼓風機有限公司 浙江三葉羅茨鼓風機 羅茨鼓風機論文
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928
